详情
摘要
本发明提供了一种粗化高结合异质陶瓷界面的多陶瓷热障涂层及其制备方法,属于热障涂层技术领域。本发明所述多陶瓷热障涂层中,在底层陶瓷层与异质陶瓷层之间,或者异质陶瓷层与异质陶瓷层之间含有半熔颗粒层,半熔颗粒层由半熔陶瓷颗粒形成,从而使得异质界面处形成多个机械锁合单元,实现高结合异质陶瓷界面。实施例的结果表明,传统条件下制备的双陶瓷层热障涂层的结合率只有30%左右,而本发明制备的热障涂层中的异质界面得到强化,减小了异质界面开裂失效的可能性,从而使热障涂层具有更长的寿命和更高的使用温度。
权利要求
1.一种粗化高结合异质陶瓷界面的多陶瓷热障涂层,其特征在于,包括依次层叠设置的基体和底层陶瓷层,以及依次反复层叠设置于所述底层陶瓷层表面的半熔颗粒层和异质陶瓷层,所述多陶瓷热障涂层的最外层为异质陶瓷层;所述多陶瓷热障涂层的总层数为3~9;所述半熔颗粒层由半熔陶瓷颗粒形成,所述半熔颗粒层中的半熔陶瓷颗粒镶嵌于所述底层陶瓷层或异质陶瓷层表面;所述异质陶瓷层的材料为LaZrO或GdZrO;所述半熔颗粒层的材料为YSZ、LaZrO或GdZrO。
2.根据权利要求1所述的多陶瓷热障涂层,其特征在于,所述底层陶瓷层的材料为YSZ。
3.根据权利要求2所述的多陶瓷热障涂层,其特征在于,所述底层陶瓷层的厚度为50~100μm。
4.根据权利要求1所述的多陶瓷热障涂层,其特征在于,所述半熔颗粒层的单层厚度为10~50μm。
5.根据权利要求1所述的多陶瓷热障涂层,其特征在于,所述半熔颗粒层中的半熔陶瓷颗粒的粒度为20~90μm。
6.权利要求1~5任一项所述粗化高结合异质陶瓷界面的多陶瓷热障涂层的制备方法,其特征在于,包括以下步骤:(1)在喷涂功率为35~45kW、喷涂距离为70~100mm条件下,将底层陶瓷层对应的材料喷涂于基体上,形成底层陶瓷层;(2)在喷涂功率为20~30kW、喷涂距离为110~150mm条件下,将半熔颗粒层对应的材料喷涂于所述底层陶瓷层表面,形成半熔颗粒层;(3)在喷涂功率为35~45kW、喷涂距离为70~100mm条件下,将异质陶瓷层对应的材料喷涂于所述半熔颗粒层表面,形成异质陶瓷层;(4)在步骤(3)所述异质陶瓷层表面依次反复进行步骤(2)~(3)0~5次,得到粗化高结合异质陶瓷界面的多陶瓷热障涂层。
7.根据权利要求6所述的制备方法,其特征在于,所述基体的材料为In738。
8.根据权利要求6所述的制备方法,其特征在于,所述喷涂的方法为等离子热喷涂法;进行所述喷涂的过程中,所用喷涂材料的粒径为10~200μm。
9.根据权利要求6所述的制备方法,其特征在于,进行所述喷涂的过程中,走枪速度为‑1600~1200mm·s 。
说明书
一种粗化高结合异质陶瓷界面的多陶瓷热障涂层及其制备
方法技术领域
[0001]本发明涉及热障涂层技术领域,尤其涉及一种粗化高结合异质陶瓷界面的多陶瓷热障涂层及其制备方法。
背景技术
[0002]热障涂层(TBCs)是一种起隔热作用的功能涂层,主要应用于燃气轮机高温热端部件表面,从而实现对合金基体的保护。热端部件主要包括燃烧室、涡轮叶片和尾喷管。热障涂层可以有效的将高温燃气与高温热端部件基体隔离,保护基体高温合金,使得合金表面温度降低的同时提高燃气温度,燃气轮机效率因此得到空前提高。TBCs一直是燃气轮机的核心技术之一,偶尔在公开场合才能看到实物。航空燃气轮机上使用的TBCs,必然经历飞机起飞和降落过程中温度的急剧变化,而地面发电燃气轮机使用温度一般低于航空燃气轮机,但是其使用时间较长,通常连续使用上万小时。因此,热障涂层寿命的预测是其长期稳定运行的保证。
[0003]热障涂层按功能可分为四层,基体(Substrate,Sub)、粘结层(Bond Coat,BC)、热生长氧化物(Thermally Grown Oxide,TGO)及面层陶瓷层(Top Coat,TC),各层独立发挥其对应功能又协同作用,保证了燃气轮机高效稳定运行。其中,面层陶瓷层是其隔热功能实现的前提,是TBCs结构的最关键部分。
[0004]随着燃气轮机进气口温度不断的增加,传统8YSZ因相变和烧结已不能满足更高温度服役的要求。热障涂层新材料要求服役温域无相变、热导率低、抗烧结等特征。锆酸镧(LaZrO,LZO)、锆酸钆(GaZrO,GZO)是新一代热障涂层陶瓷层材料,是少数几个具有烧绿石结构,并具有很高的熔点和化学稳定性,且被认为是很有潜力的新型热障涂层陶瓷层材料。但是纯LZO热障涂层寿命很短,有研究表明300μm纯LZO涂层,在表面温度为1250℃时,寿命大约只有几次。目前,将LZO、GZO等新材料与8YSZ涂层组合成双陶瓷涂层,即将LZO、GZO等新材料涂层制备于8YSZ涂层之上,可以较大程度提高TBCs寿命,而双陶瓷层体系中LZO起到保护8YSZ涂层的作用。但是由于LZO、GZO等新材料与YSZ不可避免会形成异质界面,TBCs服役过程异质材料界面开裂诱发TBCs失效,制约着TBCs的发展。
发明内容
[0005]本发明的目的在于提供一种粗化高结合异质陶瓷界面的多陶瓷热障涂层及其制备方法,所述多陶瓷热障涂层具有强化的陶瓷层界面,界面结合力强,不易开裂。
[0006]为了实现上述发明目的,本发明提供以下技术方案:
[0007]本发明提供了一种粗化高结合异质陶瓷界面的多陶瓷热障涂层,包括依次层叠设置的基体和底层陶瓷层,以及依次反复层叠设置于所述底层陶瓷层表面的半熔颗粒层和异质陶瓷层,所述多陶瓷热障涂层的最外层为异质陶瓷层;所述多陶瓷热障涂层的总层数为3~9;
[0008]所述半熔颗粒层由半熔陶瓷颗粒形成,所述半熔颗粒层中的半熔陶瓷颗粒镶嵌于所述底层陶瓷层或异质陶瓷层表面。
[0009]优选的,所述底层陶瓷层的材料为YSZ,所述异质陶瓷层的材料为La ZrO或GaZrO。
[0010]优选的,所述底层陶瓷层的厚度为50~100μm。
[0011]优选的,所述半熔颗粒层的材料为YSZ、LaZrO或GaZrO。
[0012]优选的,所述半熔颗粒层的单层厚度为10~50μm。
[0013]优选的,所述半熔颗粒层中的半熔陶瓷颗粒的粒度为20~90μm。
[0014]本发明提供了上述技术方案所述粗化高结合异质陶瓷界面的多陶瓷热障涂层的制备方法,包括以下步骤:
[0015](1)在喷涂功率为35~45kW、喷涂距离为70~100mm条件下,将底层陶瓷层对应的材料喷涂于基体上,形成底层陶瓷层;
[0016](2)在喷涂功率为20~30kW、喷涂距离为110~150mm条件下,将半熔颗粒层对应的材料喷涂于所述底层陶瓷层表面,形成半熔颗粒层;
[0017](3)在喷涂功率为35~45kW、喷涂距离为70~100mm条件下,将异质陶瓷层对应的材料喷涂于所述半熔颗粒层表面,形成异质陶瓷层;
[0018]在步骤(3)所述异质陶瓷层表面依次反复进行步骤(2)~(3)0~5次,得到粗化高结合异质陶瓷界面的多陶瓷热障涂层。
[0019]优选的,所述基体的材料为In738。
[0020]优选的,所述喷涂的方法为等离子热喷涂法;进行所述喷涂的过程中,所用喷涂材料的粒径为10~200μm。
‑1
[0021]优选的,进行所述喷涂的过程中,走枪速度为600~1200mm·s 。
[0022]本发明提供了一种粗化高结合异质陶瓷界面的多陶瓷热障涂层,包括依次层叠设置的基体和底层陶瓷层,以及依次反复层叠设置于所述底层陶瓷层表面的半熔颗粒层和异质陶瓷层,所述多陶瓷热障涂层的最外层为异质陶瓷层;所述多陶瓷热障涂层的总层数为3~9;所述半熔颗粒层由半熔陶瓷颗粒形成,所述半熔颗粒层中的半熔陶瓷颗粒镶嵌于所述底层陶瓷层或异质陶瓷层表面。本发明所述多陶瓷热障涂层中,在底层陶瓷层与异质陶瓷层之间,或者异质陶瓷层与异质陶瓷层之间含有半熔颗粒层,半熔颗粒层由半熔陶瓷颗粒形成,从而使得异质界面处形成多个机械锁合单元,实现高结合异质陶瓷界面。实施例的结果表明,传统条件下制备的双陶瓷层热障涂层的结合率只有30%左右,而本发明制备的热障涂层中的异质界面得到强化,结合率可达45%以上,减小了异质界面开裂失效的可能性,从而使热障涂层具有更长的寿命和更高的使用温度。
[0023]本发明提供了所述粗化高结合异质陶瓷界面的多陶瓷热障涂层的制备方法,本发明通过降低喷涂功率或者增大喷涂距离,在底层陶瓷层表面沉积半熔颗粒,使得半熔颗粒镶嵌于底层陶瓷层表面,实现底层陶瓷层表面粗化,然后将异质陶瓷层材料经完全熔化后,熔滴撞击铺展于底层陶瓷层表面,并对底层陶瓷层表面镶嵌的已凝固的半熔颗粒实现不同程度的包裹,使得两层陶瓷层互锁,后续异质陶瓷层材料继续熔化并不断沉积累加,异质陶瓷层界面处凝固后的半熔颗粒与异质陶瓷层材料继续互锁,在异质陶瓷层界面处形成多个机械锁合单元,最终形成异质陶瓷涂层系统的沉积,得到高结合异质陶瓷界面。
附图说明
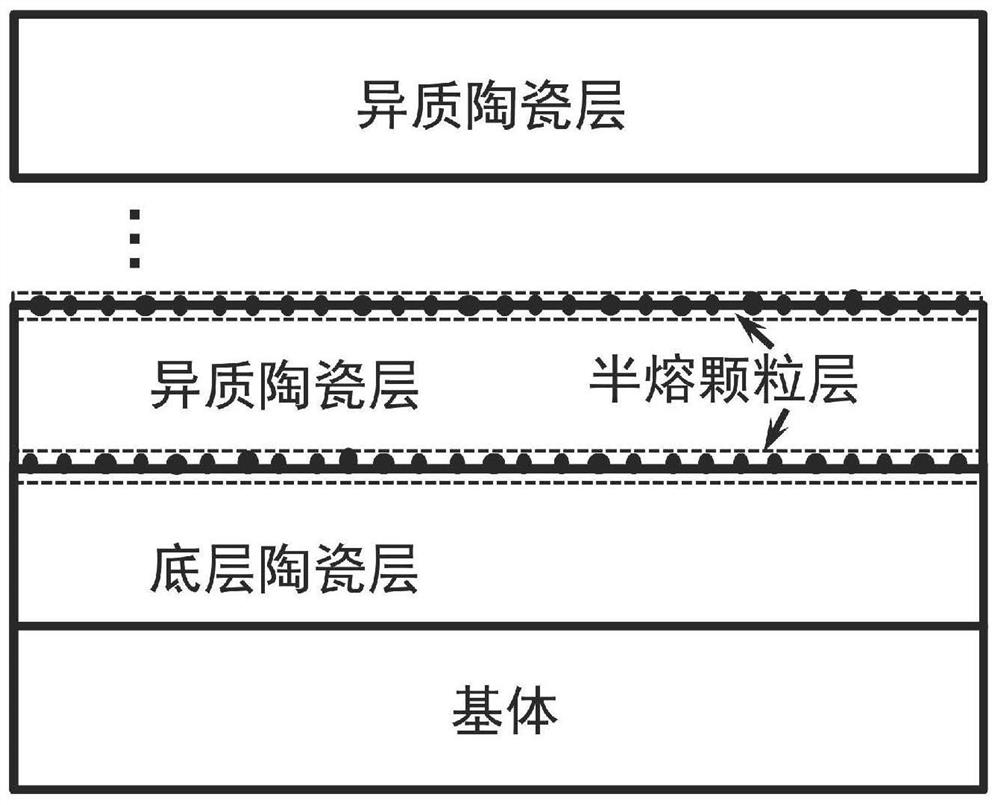
[0024]图1为本发明粗化高结合异质陶瓷界面的多陶瓷热障涂层的结构示意图;
[0025]图2为对比例中传统条件下等离子电镀Cu显化APS AlO涂层组织结构SEM图;
[0026]图3为实施例1制备的半熔颗粒层的SEM图;
[0027]图4为实施例1制备的多陶瓷热障涂层的SEM图。
具体实施方式
[0028]如图1所示,本发明提供了一种粗化高结合异质陶瓷界面的多陶瓷热障涂层,包括依次层叠设置的基体和底层陶瓷层,以及依次反复层叠设置于所述底层陶瓷层表面的半熔颗粒层和异质陶瓷层,所述多陶瓷热障涂层的最外层为异质陶瓷层;所述多陶瓷热障涂层的总层数为3~9;
[0029]所述半熔颗粒层由半熔陶瓷颗粒形成,所述半熔颗粒层中的半熔陶瓷颗粒镶嵌于所述底层陶瓷层或异质陶瓷层表面。
[0030]在本发明中,若无特殊说明,所需制备原料均为本领域技术人员熟知的市售商品。
[0031]本发明提供的粗化高结合异质陶瓷界面的多陶瓷热障涂层包括依次层叠设置的基体和底层陶瓷层。在本发明中,所述底层陶瓷层的材料优选为YSZ,所述底层陶瓷层的厚度优选为50~100μm,更优选为60~90μm,进一步优选为70~80μm。在本发明中,所述基体的材料优选为In738。
[0032]本发明提供的粗化高结合异质陶瓷界面的多陶瓷热障涂层包括依次反复层叠设置于所述底层陶瓷层表面的半熔颗粒层和异质陶瓷层,所述多陶瓷热障涂层的最外层为异质陶瓷层;所述多陶瓷热障涂层的总层数为3~9。本发明以所述底层陶瓷层、半熔颗粒层、异质陶瓷层、半熔颗粒层、异质陶瓷层以及依次反复的半熔颗粒层和异质陶瓷层的各层为基准计算所述多陶瓷热障涂层的总层数。在本发明中,所述多陶瓷热障涂层的总层数优选为5。
[0033]在本发明中,所述半熔颗粒层由半熔陶瓷颗粒形成,所述半熔颗粒层中的半熔陶瓷颗粒镶嵌于所述底层陶瓷层或异质陶瓷层表面。在本发明中,所述半熔颗粒层的材料优选为YSZ、LaZrO或GaZrO;所述半熔颗粒层中的半熔陶瓷颗粒的粒度优选为20~90μm,更优选为30~80μm,进一步优选为50~60μm。在本发明中,所述半熔颗粒层的单层厚度优选为10~50μm,更优选为20~30μm。
[0034]在本发明中,所述异质陶瓷层的材料优选为LaZrO或GaZrO。本发明对所述异质陶瓷层的单层厚度没有特殊的限定,根据实际需求进行调整即可。
[0035]本发明提供了上述技术方案所述粗化高结合异质陶瓷界面的多陶瓷热障涂层的制备方法,包括以下步骤:
[0036](1)在喷涂功率为35~45kW、喷涂距离为70~100mm条件下,将底层陶瓷层对应的材料喷涂于基体上,形成底层陶瓷层;
[0037](2)在喷涂功率为20~30kW、喷涂距离为110~150mm条件下,将半熔颗粒层对应的材料喷涂于所述底层陶瓷层表面,形成半熔颗粒层;
[0038](3)在喷涂功率为35~45kW、喷涂距离为70~100mm条件下,将异质陶瓷层对应的材料喷涂于所述半熔颗粒层表面,形成异质陶瓷层;
[0039]在步骤(3)所述异质陶瓷层表面依次反复进行步骤(2)~(3)0~5次,得到粗化高结合异质陶瓷界面的多陶瓷热障涂层。
[0040]本发明在喷涂功率为35~45kW、喷涂距离为70~100mm条件下,将底层陶瓷层对应的材料喷涂于基体上,形成底层陶瓷层。
[0041]在本发明中,所述喷涂的方法优选为等离子热喷涂法;进行所述喷涂的过程中,所述底层陶瓷层对应的材料的粒径优选为10~200μm,更优选为50~150μm,进一步优选为80‑1~120μm;进行所述喷涂的过程中,走枪速度优选为600~1200mm·s ,更优选为700~‑1 ‑11000mm·s ,进一步优选为800~900mm·s 。
[0042]形成底层陶瓷层后,本发明在喷涂功率为20~30kW、喷涂距离为110~150mm条件下,将半熔颗粒层对应的材料喷涂于所述底层陶瓷层表面,形成半熔颗粒层。在本发明中,所述半熔颗粒层对应的材料的粒径优选为10~200μm,更优选为50~150μm,进一步优选为‑180~120μm。形成半熔颗粒层过程中,进行所述喷涂时,走枪速度优选为600~1200mm·s ,‑1 ‑1更优选为700~1000mm·s ,进一步优选为800~900mm·s 。本发明通过降低喷涂功率并增大喷涂距离,继续在所述底层陶瓷层表面喷涂半熔颗粒层材料,使得半熔颗粒层喷涂材料的粒子熔化状态发生改变,形成半熔颗粒,半熔颗粒镶嵌于底层陶瓷层表面,与底层陶瓷层形成冶金结合,从而实现底层陶瓷层表面的粗化。
[0043]形成半熔颗粒层后,本发明在喷涂功率为35~45kW、喷涂距离为70~100mm条件下,将异质陶瓷层对应的材料喷涂于所述半熔颗粒层表面,形成异质陶瓷层。在本发明中,所述异质陶瓷层对应的材料的粒径优选为10~200μm,更优选为50~150μm,进一步优选为‑180~120μm。形成异质陶瓷层过程中,进行所述喷涂时,走枪速度优选为600~1200mm·s ,‑1 ‑1更优选为700~1000mm·s ,进一步优选为800~900mm·s 。本发明通过增加喷涂功率并减小喷涂距离,在所述半熔颗粒层表面继续喷涂异质陶瓷层材料,在已粗化后的底层陶瓷层表面继续沉积异质陶瓷层材料,而且在喷涂过程中异质陶瓷层完全熔化,实现对半熔颗粒层中已凝固的半熔颗粒的包覆或者半包覆,从而增大陶瓷层界面的接触面积,实现两层陶瓷层互锁,强化异质陶瓷层界面,得到粗化高结合异质陶瓷界面的双陶瓷层。
[0044]形成异质陶瓷层后,本发明在所述异质陶瓷层表面依次反复进行步骤(2)~(3)0~5次,得到粗化高结合异质陶瓷界面的多陶瓷热障涂层。本发明在所述异质陶瓷层表面继续喷涂半熔颗粒层,然后在所得半熔颗粒层表面继续喷涂异质陶瓷层,以此类推,直至得到所需多陶瓷热障涂层。
[0045]下面将结合本发明中的实施例,对本发明中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0046]实施例1
[0047]采用等离子热喷涂法,在喷涂功率为45kW、喷涂距离为70mm条件下,将YSZ(平均粒‑1径为75μm)喷涂于基体In738上,走枪速度为600mm·s ,形成底层陶瓷层,厚度为100μm;
[0048]在喷涂功率为30kW、喷涂距离为150mm条件下,将LaZrO(平均粒径为100μm)喷涂‑1于所述底层陶瓷层表面,走枪速度为1000mm·s ,形成半熔颗粒层(半熔颗粒层的厚度为50μm,半熔颗粒层中半熔陶瓷颗粒的粒度为50μm);
[0049]在喷涂功率为40kW、喷涂距离为70mm条件下,将LaZrO(粒径为75μm)喷涂于所述‑1半熔颗粒层表面,走枪速度为800mm·s ,形成异质陶瓷层(单层厚度为100μm);
[0050]在步骤(3)所述异质陶瓷层表面依次反复进行步骤(2)~(3)2次,去除基体,得到粗化高结合异质陶瓷界面的多陶瓷热障涂层(总层数为5层)。
[0051]实施例2
[0052]采用等离子热喷涂法,在喷涂功率为45kW、喷涂距离为70mm条件下,将YSZ(平均粒‑1径为75μm)喷涂于基体In738上,走枪速度为600mm·s ,形成底层陶瓷层,厚度为100μm;
[0053]在喷涂功率为28kW、喷涂距离为140mm条件下,将GaZrO(平均粒径为100μm)喷涂‑1于所述底层陶瓷层表面,走枪速度为800mm·s ,形成半熔颗粒层(半熔颗粒层的厚度为60μm,半熔颗粒层中半熔陶瓷颗粒的粒度为60μm);
[0054]在喷涂功率为45kW、喷涂距离为70mm条件下,将GaZrO(平均粒径为75μm)喷涂于‑1所述半熔颗粒层表面,走枪速度为800mm·s ,形成异质陶瓷层(单层厚度为100μm);
[0055]在步骤(3)所述异质陶瓷层表面依次反复进行步骤(2)~(3)2次,去除基体,得到粗化高结合异质陶瓷界面的多陶瓷热障涂层(总层数为5层)。
[0056]对比例
[0057]以文献(Ohmori A,Li C J.Quantitative characterization ofthe structure of plasma‑sprayed AlO coating by using copper electroplating[J].Thin Solid Films,1991,201(2):241‑252)公开的方法制备得到的热障涂层作为对比例,图2为对比例中等离子电镀Cu显化APS AlO涂层组织结构SEM图。
[0058]测试与表征
[0059]1)对实施例1制备的多陶瓷热障涂层进行SEM表征,如图3所示,并与对比例的传统涂层进行对比(如图2);由图可知,本发明制备的多陶瓷热障涂层中,半熔颗粒层表面生成很多半熔颗粒,使得陶瓷层表面粗化,陶瓷层表面粗糙度由传统10~20μm(图2所示)增大至20~90μm。
[0060]2)对实施例1制备的热障涂层进行结合率测试,结果如图4所示;由图4可知,本发明制备的多陶瓷热障涂层具有粗化高结合截面,能够增强界面结合能力,图像法测得其结合率约为45%,明显高于传统条件下制备的涂层结合率30%。
[0061]以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。

